
INDION 225H & INDION 860 S for Starch Industry Case Study
INDION 225H & INDION 860 S for Starch Industry Case Study Ion Exchange (I) Ltd., conducted a study at a liquid glucose manufacturing unit which is a most trusted brand for over 60 years. The company manufactures products like high maltose syrup, sorbitol, extrose monohydrate, dextrose syrup. Reduction of high ash content, colour and conductivity…


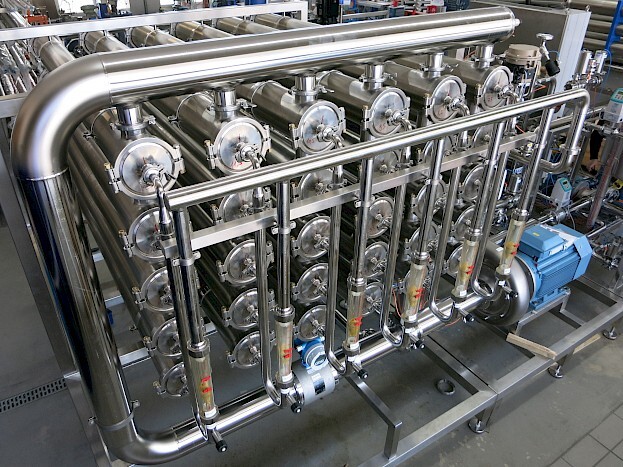
Automobile Industry Case Study
Advance Ultrafiltration Membrane for E-Coat Application One of the leading car manufacturer from Maharashtra, India was in search of advance ultrafiltration membrane to retrofit in its existing ED Paint Tank for E-Coat application. The existing membranes were not able to deliver desired paint recovery and paint quality. We proposed to replace the existing membrane of…

Dairy Industry Case Study
Advance Nanofiltration Membrane for improved Whey DM concentration One of the leading dairy product supplier in India was in search of advance nanofiltration membrane for replacement in its existing Whey Demineralisation and Concentration plant since the existing membranes were not able to desired Whey DM quality to optimise system performance and improve product quality. We…

Dairy Industry Case Study
Advance Ultrafiltration Membranes for higher Whey Protein Concentration One of the leading dairy product supplier in India launched a high concentration whey protein manufacturing line offering enhanced product quality for which they were in search of advance ultrafiltration membranes to optimise system performance and improve product quality. We proposed to replace the existing membrane of…
Dye Industry Case Study
Hydramem NF Membrane for Dye Desalting Applications A leading Indian company in the food color & ingredients industry based in Maharashtra, India , serving major names in the FMCG, Pharmaceutical, F&B, and Industrial colors industry with presence in 22 countries was using oxidised membranes in their dye house. They were facing issues related to product…

Dye Industry Case Study
Dye Industry Case Study: Hydramem NF Membrane For Increased Dye Concentration A leading global chemical company from Gujarat, India with innovative solution in Dyes, specialty chemicals, performance products for diverse industrial segments. The company was facing operational issues with existing membranes in dye manufacturing due to low salt rejection & high amount of suspended solids…
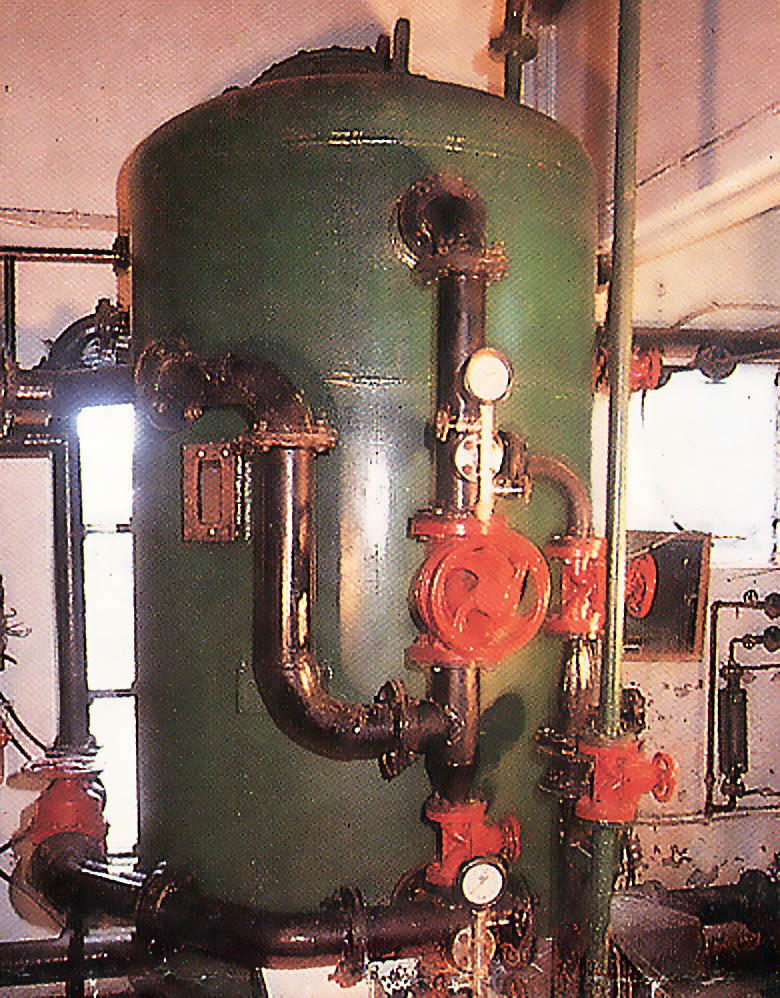
Organic Removal Exchanger In Treatment Of Drinking Water
Hotel Soaltee Oberoi – Kathmandu Nepal Hotel Soaltee Oberoi now Hotel Soaltee; is a leading hotel in Kathmandu Nepal. Its water requirements are met by a number of deep bore wells in the hotel premises and through the municipal water supply. While the municipal water is clear, the bore well water posed two problems. First,…

Electronics Case Study
A leading electronics company whose facility is located in a water stressed area and the little available fresh water is very costly. Availability of raw water as well as disposal regulations in the area were concerns and the client was looking for a cost effective effluent recycle system to reuse their waste water. The challenge…

Power Case Study
Jindal Steel & Power’s 6 MTPA integrated steel plant envisaged a coal gasification based reduction gas facility. During the coal gasification process, liquid effluents are generated; these effluents contain fluorides, cyanides, sulphides, thiocyanates, nitrogen, phenols and various heavy metals. Other parameters are biological oxygen demand (BOD) up to 4,000 mg/l, chemical oxygen demand (COD) up…

Chemical Case Study
Deepak Fertilisers and Petrochemicals Corporation Ltd. (DFPCL) is among India’s leading producers of fertilizers and industrial chemicals. Set up in 1979 as an Ammonia manufacturer, DFPCL today is a publicly listed, multi-product Indian conglomerate with an annual turnover of over one billion USD with a product portfolio spanning industrial chemicals, bulk and specialty fertilisers, farming…
